
Building a stainless steel product from the ground up involves a lot of work, technology and science. Even though there are billions of users of stainless steel items around the world, there are very few people (relatively) who know what goes into making a stainless steel product from scratch. The manufacturing process of a stainless steel product is indeed fascinating and it gives you an insight into how far our ability to craft materials has evolved since the early days of the Industrial Revolution. Here are the six most important steps in the manufacturing process of a stainless steel product:
Â
1) Material handling
Uncoiler-A material handling machine located at the beginning of a process line used to hold and safely pay off or uncoil the steel strip. It controls the speed and direction of the strip of metal as it unwinds from the coil and is sent to the line for processing, such as slitting or tube mill entry.
Â
2) Forming
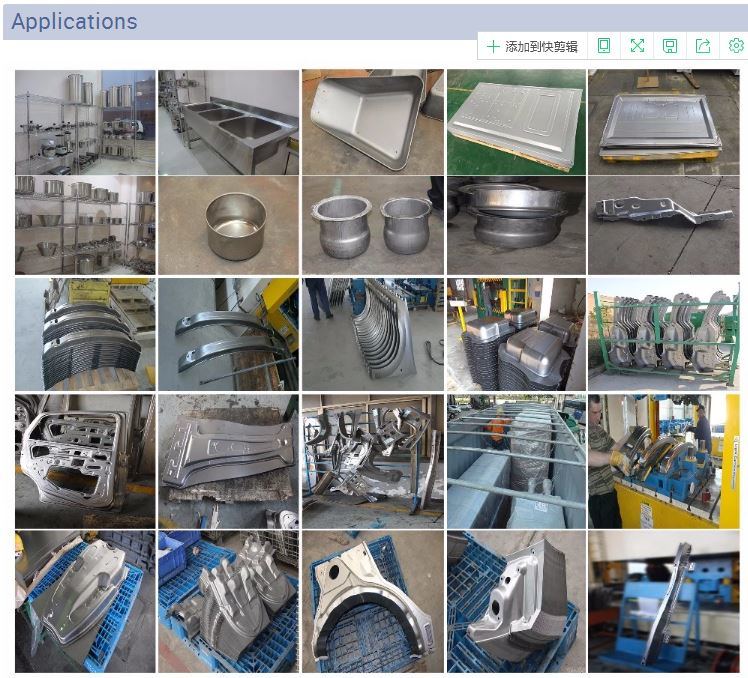
Deep drawing press-Â In the second stage, the semi-finished steel shapes undergo a series of forming operations. For instance, the stainless steel is hot rolled (heated and passed through enormous rolls). The blooms and billets mentioned above are converted to bar and wire. The slabs on the other hand are formed into plates, strips or sheets. It is very common to turn semi-finished steel shapes into bars, as it is the most versatile stainless steel form. The reason why it is versatile is because it comes in all grades and sizes. You have round, squared, octagonal and hexagonal bars, each suitable for a different type of application.
Â
3) Heat Treatment
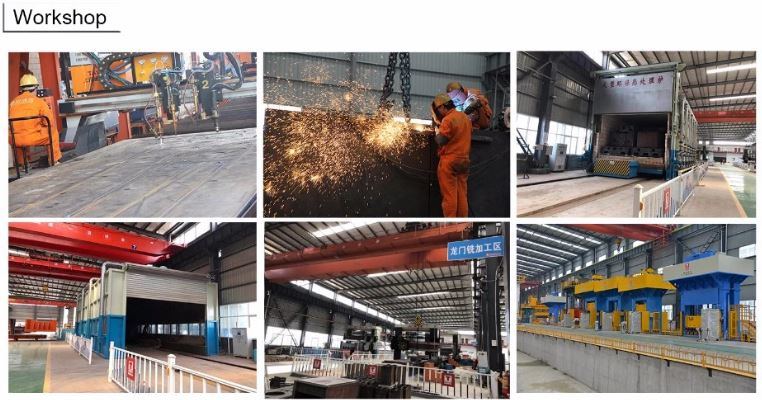
Annealinf furnaces-Â Up next we have the heat treatment. As the name clearly suggests, the various stainless steel forms undergo a thorough annealing process during this step. Annealing is another name for heat treatment where the stainless steel is heated and cooled in a controlled environment. The purpose of this heat treatment is to relieve the pent up stress inside the stainless steel and soften the material to make it more suitable for a wide variety of applications. The people in charge of carrying out the annealing process have to be very careful about control the conditions as even the slightest of changes in the temperature, pressure, duration or cooling rate could result in a faulty product.
Â
4) Descaling
Pickling-Â During the annealing process, a certain amount of scale appears on the surface of the stainless steel. This scale can be removed using a number of different processes that are collectively known as descaling. Pickling is one of the more common methods of carrying out the descaling process.
Â
5) Cutting and Punching
The semi-finished, heat treated and descaled stainless steel forms are cut into specific shapes in this step. Mechanical cutting is performed with the aid of guillotine knives, blanking, nibbling and high speed blades. And in this step, the tap hole and the over flow will be made.
Â
6) Finishing and Polishing
Polishing machine-Â Finishing is applied to help the stainless steel product achieve its signature aesthetically appealing appearance. Finishes are also needed to make the stainless steel product smooth and easier to clean, which is a top requirement in sanitary applications.
Hydraulic press 4 column hydraulic Sheet metal deep drawing
Features
1.Hydraulic machine that used the hydrostatic pressure to process metal, plastic, rubber, wood, powder and other products .
2. It is commonly used in the pressing process and press forming process, such as: forging, stamping, cold extrusion, straightening, bending, flanging, sheet metal deep drawing, powder metallurgy, press-fit etc.
3.Significant technical and economic advantages in reducing weight, reducing the number of parts and the number of molds, improve the stiffness and strength, reduce production costs, etc.
SPECS of Yz33Â
| Model  | unit | Yz33-25T | Yz33-50T | Yz33-63T | Yz33-100T | Yz33-160T | Yz33-250T | |
| Clamping  Force | KN | 250 | 500 | 630 | 1000 | 1600 | 2500 | |
| Working layer | Qty | 2~4 | 2~4 | 2~4 | 2~4 | 2~4 | 2~4 | |
| Piston stroke | mm | 180 | 250 | 250 | 250/250 | 250/250 | 500 | |
| Heating Platen daylight | mm | 90 | 125 | 125 | 125 | 125 | 125 | |
| Heating Platen Size  |
Left-right | mm | 350 | 400 | 500 | 600 | 750 | 900 |
| Front-back | mm | 350 | 400 | 500 | 600 | 850 | 900 | |
| Heating  plate power | KW | 1.5 | 2.2 | 3 | 7.5 | 11 | 15 | |
| Motor power | KW | 7.2 | 9 | 10.8 | 33.75 | 45 | 45 | |

Certificate
Building a stainless steel product from the ground up involves a lot of work, technology and science. Even though there are billions of users of stainless steel items around the world, there are very few people (relatively) who know what goes into making a stainless steel product from scratch. The manufacturing process of a stainless steel product is indeed fascinating and it gives you an insight into how far our ability to craft materials has evolved since the early days of the Industrial Revolution. Here are the six most important steps in the manufacturing process of a stainless steel product:
Â
1) Material handling
Uncoiler-A material handling machine located at the beginning of a process line used to hold and safely pay off or uncoil the steel strip. It controls the speed and direction of the strip of metal as it unwinds from the coil and is sent to the line for processing, such as slitting or tube mill entry.
Â
2) Forming
Deep drawing press-Â In the second stage, the semi-finished steel shapes undergo a series of forming operations. For instance, the stainless steel is hot rolled (heated and passed through enormous rolls). The blooms and billets mentioned above are converted to bar and wire. The slabs on the other hand are formed into plates, strips or sheets. It is very common to turn semi-finished steel shapes into bars, as it is the most versatile stainless steel form. The reason why it is versatile is because it comes in all grades and sizes. You have round, squared, octagonal and hexagonal bars, each suitable for a different type of application.
Â
3) Heat Treatment
Annealinf furnaces-Â Up next we have the heat treatment. As the name clearly suggests, the various stainless steel forms undergo a thorough annealing process during this step. Annealing is another name for heat treatment where the stainless steel is heated and cooled in a controlled environment. The purpose of this heat treatment is to relieve the pent up stress inside the stainless steel and soften the material to make it more suitable for a wide variety of applications. The people in charge of carrying out the annealing process have to be very careful about control the conditions as even the slightest of changes in the temperature, pressure, duration or cooling rate could result in a faulty product.
Â
4) Descaling
Pickling-Â During the annealing process, a certain amount of scale appears on the surface of the stainless steel. This scale can be removed using a number of different processes that are collectively known as descaling. Pickling is one of the more common methods of carrying out the descaling process.
Â
5) Cutting and Punching
The semi-finished, heat treated and descaled stainless steel forms are cut into specific shapes in this step. Mechanical cutting is performed with the aid of guillotine knives, blanking, nibbling and high speed blades. And in this step, the tap hole and the over flow will be made.
Â
6) Finishing and Polishing
Polishing machine-Â Finishing is applied to help the stainless steel product achieve its signature aesthetically appealing appearance. Finishes are also needed to make the stainless steel product smooth and easier to clean, which is a top requirement in sanitary applications.
Hydraulic press 4 column hydraulic Sheet metal deep drawing
Features
1.Hydraulic machine that used the hydrostatic pressure to process metal, plastic, rubber, wood, powder and other products .
2. It is commonly used in the pressing process and press forming process, such as: forging, stamping, cold extrusion, straightening, bending, flanging, sheet metal deep drawing, powder metallurgy, press-fit etc.
3.Significant technical and economic advantages in reducing weight, reducing the number of parts and the number of molds, improve the stiffness and strength, reduce production costs, etc.
SPECS of Yz33Â
| Model  | unit | Yz33-25T | Yz33-50T | Yz33-63T | Yz33-100T | Yz33-160T | Yz33-250T | |
| Clamping  Force | KN | 250 | 500 | 630 | 1000 | 1600 | 2500 | |
| Working layer | Qty | 2~4 | 2~4 | 2~4 | 2~4 | 2~4 | 2~4 | |
| Piston stroke | mm | 180 | 250 | 250 | 250/250 | 250/250 | 500 | |
| Heating Platen daylight | mm | 90 | 125 | 125 | 125 | 125 | 125 | |
| Heating Platen Size  |
Left-right | mm | 350 | 400 | 500 | 600 | 750 | 900 |
| Front-back | mm | 350 | 400 | 500 | 600 | 850 | 900 | |
| Heating  plate power | KW | 1.5 | 2.2 | 3 | 7.5 | 11 | 15 | |
| Motor power | KW | 7.2 | 9 | 10.8 | 33.75 | 45 | 45 | |
Certificate
Resistance Training,Resistance Bands,Pull Up Band ,Expand Chest Bands
Nantong Better Sports&Fitness Co.,Ltd , https://www.ntbettersports.com